首先检查
启动前检查皮带是否存在异常情况或磨损损坏。
检查并确保皮带底部的悬链垂度处于正确位置。
如果输送机采用张力调节,应检查皮带张力是否过紧。请勿超过皮带所能承受的强度,推式输送机除外。
检查所有支撑滚轮并确保它们处于良好的旋转状态。
检查主动链轮/惰轮链轮是否存在过度磨损损坏
检查链轮和皮带之间的接合位置,清除所有粘在里面的物体。
检查所有耐磨条和压紧导轨是否有任何异常或过度磨损损坏。
检查驱动轴和惰轮轴,并确保它们与传送带集成。
检查所有需要润滑的位置,确保其处于正常状态。
检查输送系统中所有需要清洁的位置。
清洁意义
清洗皮带时,要避免使用含有腐蚀性成分的清洁剂。
虽然使用清洁剂来清洗污垢是有效且有用的;但也会影响皮带的塑料材质,甚至缩短皮带的使用寿命。
HONGSBELT输送带系列产品基本具有易清洗、易排水的特点;因此,用高压水或压缩空气清洗皮带是最合适的方法。
此外,还必须清除输送机底部或内部的污垢和其他碎物。请确保机器已关闭电源,以免造成伤害。在一些食品制造应用中,有一些潮湿的面粉、糖浆或其他残留物落入输送机系统中,导致输送机受到污染。
一些污染物如灰尘、碎石、沙子或碎玻璃也可能影响输送系统遇到严重故障。因此,对输送系统进行日常或定期的清洁是保持设备正常状态的必要工作。
维护
输送机的例行或定期检查主要是为了预防一些异常故障,并帮助您在故障情况发生之前对输送机进行维护。一般情况下,用户可以通过目视检查磨损情况,并决定是否需要进行维护或更换。请参阅左侧菜单中的故障排除进行维护和更换。
输送带在正常使用下有一定的使用寿命;HONGSBELT 输送带的保修期为 12 个月。长时间使用后,皮带会出现磨损、超载偏斜、或间距变大等情况。由于上面提到的每一个原因都会导致皮带和链轮之间的错误啮合。这时就需要对皮带进行维护或更换。
输送机运行过程中,输送带、耐磨条和链轮会自然磨损。如果输送带出现磨损情况,我们建议更换新的皮带配件,以保持输送机正常运行。
一般来说,当输送机需要更换新皮带时,强烈建议耐磨条和链轮同时更换。如果忽视其中任何一个,都可能增加皮带的磨损,缩短皮带及配件的使用寿命。
大多数 HONGSBELT 输送带只需更换损坏位置的新皮带模块,而不需要更换整个皮带。只需拆卸皮带损坏部分,更换新模块,输送机即可轻松恢复运行。
安全与警告
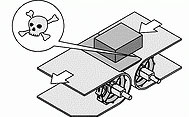
输送带运行时,有几个危险位置是操作人员、用户和维护人员必须注意的。特别是输送机的从动部分,可能会夹住或伤害人体;因此,每个人都必须事先接受适当的输送机操作培训和教育。还必须在危险位置上用特殊颜色或警告标志标注危险警告和指示,以防止输送机运行过程中发生意外危险。
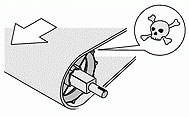
危险位置指示
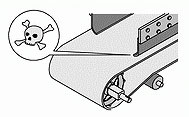
▼ 驱动链轮与皮带啮合的位置。
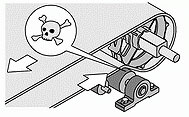
▼ 回程滚轮与皮带接触的位置。
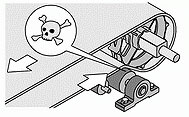
▼ 惰轮与皮带啮合的位置。
▼ 传送带之间的传送位置间隙。
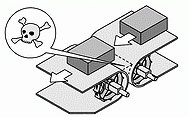
▼ 带有转移辊的输送机之间的间隔。
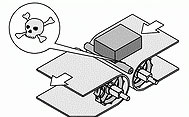
▼ 带固定板的输送机之间的间隔。
▼ 皮带接触防侧边的位置。
▼ 前进方式中的后弯半径位置。
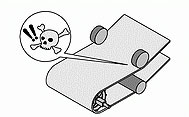
▼ 返回路径中的后弯半径位置。
▼ 皮带边缘与框架接触的位置。
皮带断裂
| 原因 | 解法 |
| 输送大量产品时停电,恢复供电后,输送机满载快速启动,张力的强大拉力导致输送带断裂。 | 从传送带上取下承载产品并更换损坏区域的新模块,然后再次启动系统。 |
| 输送机框架和皮带之间存在障碍物,例如松动的螺钉或支撑耐磨条的垫片。这些都可能导致超载的情况并损坏输送带。 | 排除障碍物,调整输送架与皮带的接触间隙。 |
| 后弯半径位置被异物卡在塑料带模块之间的间隙中。 | 请参阅上斜或下斜设计章节中的后弯半径。 |
| 皮带运行偏差会造成破坏性阻碍,如异常冲击或接触机架上的紧固螺钉等。 | 对机架进行全面检查,观察有无异常松动情况,特别是那些紧固螺钉。 |
| 小杆从锁紧孔中脱落,导致铰链杆从传送带边缘脱出,卡住机身内框架。 | 更换损坏的传送带模块、铰链杆和锁定杆。并仔细检查所有异常情况。 |
| 后弯半径角太窄,会因压缩障碍而导致损坏。 | 请参阅上斜或下斜设计中的后弯半径章节 |
糟糕的参与度
穿
| 原因 | 解法 |
| 输送机框架存在角度偏转。 | 调整输送机结构。 |
| 耐磨条未与输送机框架平行安装。 | 调整输送机结构。 |
| 输送机的皮带宽度和侧架没有预留适当的间距 | 请参考设计规范章节中的基本尺寸。 |
| 输送机运行的环境热胀冷缩温度变化较大。 | 请参阅设计规范章节中的膨胀系数。 |
| 中心链轮未准确锁定输送机驱动/惰轮轴的中心位置 | 将链轮从轴上拆下,并将其复位到轴的准确中心位置。 |
| 输送带中心直线与中心链轮未正确啮合。 | 调整输送机的结构以实现正确的接合。 |
不寻常的声音
| 原因 | 解法 |
| 输送机结构的变形导致链轮轮毂无法与输送带表面下的锥度空间正确啮合。 | 将驱动/惰轮轴调整至与输送机框架成 90 度。 |
| 对于全新的输送带,注塑成型后塑料模块上残留有一些毛刺。 | 这不会影响皮带的运行功能,长时间运行后毛刺会消失。 |
| 链轮与输送带过度磨损或皮带本身过度磨损。 | 更换新链轮或新传送带。 |
| 输送带支撑部位不采用低摩擦系数材料制作支撑垫片。 | 更换由低摩擦系数塑料材料制成的支撑垫片。 |
| 输送机框架松动。 | 检查输送机的整个框架并紧固每一个螺栓。 |
| 还发现了其他物体卡在模块的接缝间隙中。 | 清除其他物体并清洁皮带。 |
| 由于温度变化,输送带的热胀冷缩变化很大。 | 请参考输送带材料的温度范围,选择适合特定温度范围使用的输送带。 |
颤抖
| 原因 | 解法 |
| 回程滚轮之间的间隔过大。 | 要调整适当的滚轮间距,请参阅“皮带长度和张力”章节中的“悬链线垂度表”。 |
| 回程悬链垂度曲线过大,可能会导致悬链垂度位置与回程滚轮之间的接触角过大。这会导致皮带发生俯仰运动,惰轮不能顺利吸收回程张力。皮带将在颤抖的情况下运行。 | 要调整合适的滚轮间距,请参阅“包括长度和张力”章节中的悬链线垂度表。 |
| 耐磨条和压紧轨的连接不当会影响皮带的运行。 | 调整或重新安装压紧导轨。皮带入口处的导轨要求加工成倒三角形。 |
| 主动/惰轮轴与支撑位置之间的连接位置角度过度下降。 | 请参考设计规范章节中的基本尺寸。 |
| 皮带的后弯半径不符合设计的最小半径限制。 | 请参阅上斜或下斜设计中的后弯半径 D 章节。 |
| 回程滚轮或耐磨条直径太小;这会导致耐磨条变形。 | 请参阅回程支撑章节中的回程滚轮。 |
| 皮带回程张力与皮带输送张力不完全匹配。 | 适当调整张力,也可增加或减少传送带的长度。 |
| EASECON 转弯输送带内半径过大。 | 按上述方法适当调整输送带张力,或直接用特氟龙、聚缩醛等低摩擦系数材料更换压紧轨。也可以在压紧轨、上耐磨条和下层的内边缘上使用肥皂液或润滑剂。此方法可能有助于解决问题。 |
表面伤痕
| 原因 | 解法 |
| 刀片切割时不小心在皮带表面留下了一些很深的疤痕。 | 用砂纸将皮带表面打磨光滑。如果皮带结构有严重损坏,请更换新模块损坏的位置。 |
速冻
| 原因 | 解法 |
| 个别速冻工序输送机启动时出现故障,皮带模块因极冷而被卡住,导致系统启动时张力过大;远远高于输送带所能承受的拉伸强度。 | 确保系统按照正确的程序启动,并在损坏的地方更换新的模块;然后按正确程序启动输送机。请参考支撑方法章节中的低温。 |
| 皮带长度太短,会因热胀冷缩而爆裂。 | 请参阅设计规范章节中的膨胀系数,计算所需的准确皮带长度。 |
| 耐磨条和传送带之间的接触面积过大会导致冰堆积。 | 选择较窄的耐磨条以减少接触面积,请参阅支撑方法章节中的低温。 |
| 较大的热胀冷缩温度变化会导致输送机机架变形和扭曲。 | 整体输送机制作时,纵向框架的连接单元应保持至少1.5M的距离。 |